


- Preparation of a Biaxially Oriented Polypropylene (BOPP)/CaCO3 Film with High Haze and Its Performance Study
Zhengyu Yao*, Tianjiao Hou*,†
 , and Xuan Shen*, **,†
, and Xuan Shen*, **,† *State Key Laboratory of Materials-oriented Chemical Engineering, College of Chemical Engineering, Nanjing Tech University, Nanjing 211816, P.R. China
**Zhangjiagang Institute of Nanjing Tech University, Suzhou 215600, P.R. China- 고헤이즈(High Haze) 특성을 가진 이축연신 폴리프로필렌/탄산칼슘 필름의 제조 및 성능 연구
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
To explore the feasibility and potential advantages of utilizing inexpensive and readily available calcium carbonate (CaCO3) in the preparation of biaxially oriented polypropylene (BOPP) matting films, a polypropylene (PP)/CaCO3 composite cast film was prepared and then stretched using a biaxial tensile testing machine. The impact of CaCO3 content on crystallinity, matting, and mechanical properties of the composite films was investigated. When CaCO3 was added at 35 wt%, the haze reached as high as 89.6%, showing excellent matting properties. Moreover, it was observed that either excessive or insufficient CaCO3 leads to a reduction in crystallinity. The surface morphology of the composite films was investigated using a scanning electron microscope (SEM). The film’s roughness was improved by the CaCO3 dispersion on the surface. This study provides an effective reference for the advancement of the plastic film industry in regard to superior packaging materials.
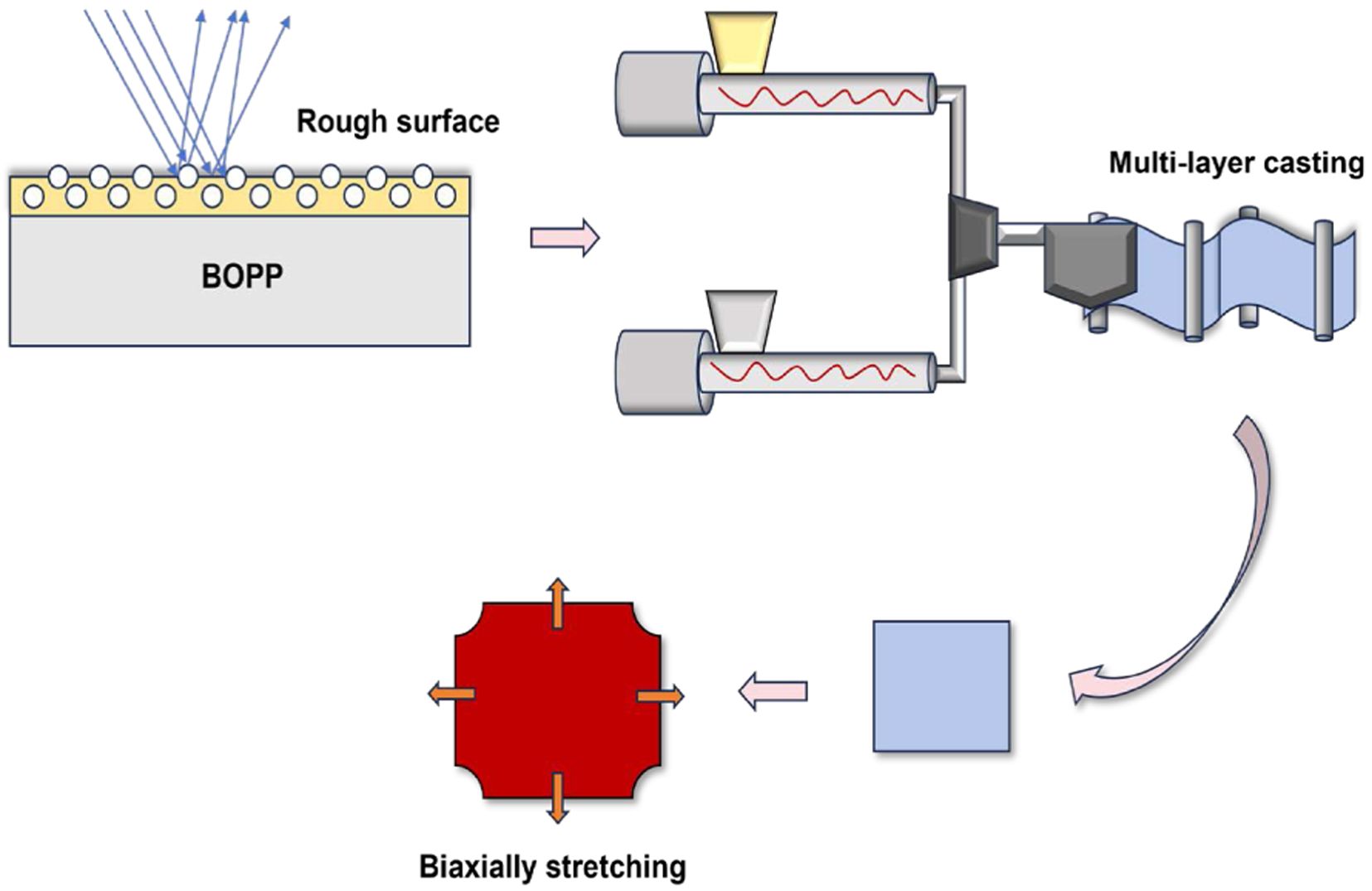
Calcium carbonate (CaCO3) particles were flow-delayed onto the surface of polypropylene (PP) and bi-directionally stretched, resulting in a high haze composite film due to the formation of a rough surface on the PP surface by CaCO3.
Keywords: biaxially oriented polypropylene, calcium carbonate, matting film, haze.
We are grateful to the Suzhou Municipal Science and Technology Bureau (Grant No. SZS201908) for financial support.
The authors declare that they have no conflicts of interest.
Biaxially oriented polypropylene (BOPP) films have been widely used in packaging, labels, and other applications owing to their superior physical stability, gas barrier properties, clarity, gloss, and resistance to abrasion.1-4
The optical properties such as haze are essential directions for their development. The matting film has considerable attention in the packaging field due to its high haze, soft reflected light, and good printing effect.5,6
When illuminated by incident light, the light undergoes multiple refractions as it traverses the crystalline and amorphous region domains of the film, accompanied by scattering events. These processes reduce the intensity of the incident light and augment scattering, thereby contributing to light loss.7
The microstructure of the film surface is a significant factor affecting the extinction performance of the film. When incident light hits a rough surface, specular reflection is replaced by diffuse reflection. Diffuse reflection results in the interference of reflected light with each other, thereby enhancing the intensity of the scattered field. This weakens the intensity of specular reflection, achieving the goal of extinction.8,9
The primary approach to enhance the surface micromorphology is by utilizing blending modification to either cast and compound the matting agent onto the film surface, or by adhering the prepared matting agent to the film surface via surface coating.10,11
Moreover, the coating method suffers from several limitations, such as complex processing, high cost, and potential delamination of the coating.12-14
In contrast, the preparation of matting films by blending and casting modification is simple and effective, and eliminates the risk of coating delamination. This simplifies the production process and shortens the cycle time, making it highly suitable for industrial scale-up. Currently, the materials used as matting agents can be categorized into two categories, namely organic matting agents and inorganic matting agents. Most commonly, organic matting agents are synthetic wax and polymer microspheres.15-18
Inorganic matting agents include mainly synthetic silica, titanium dioxide, diatomite, etc.19-22
Calcium carbonate (CaCO3) is an abundant mineral, accounting for 5% of the earth’s crust. It is used as a functional filler and coating pigment for paper, rubber, plastic, and adhesive.23-25
Doping of CaCO3 usually improves the mechanical, thermal, and barrier properties of composites.26-28
Therefore, CaCO3 is also used to manufacture film products such as polyurethane films, seaweed biopolymer films, and isotactic polypropylene (PP) composite films.29-32
The dispersion of CaCO3 increases the surface roughness of the film, which results in an extinction effect. Liu et al.33
prepared flexible nanocellulose-based composite films which exhibited high hydrophobicity and a haze degree of up to 84.8% through the amidation of carboxylated transparent oxide nanocellulose with octadecyl amine and the in-situ growth of amorphous CaCO3. These films were utilized for high-efficiency light management in solar cells. Arkadiusz Kloziński et al.11
investigated the effects of modified and unmodified CaCO3 additions on the PP extrusion processes and the selected functional properties of cast composite films. They observed that increasing the filler content led to a proportional increase in film haze.
In order to further expand the application of CaCO3 in the matting film, we compounded PP/CaCO3 matting masterbatch onto the PP surface using a multi-layer cast extruder. The matting film was then obtained by bidirectional stretching with a high-temperature bidirectional tensile tester. Furthermore, the effects of CaCO3 content on the properties of matting, surface morphology, mechanical properties, and crystallization behavior of BOPP composite films were investigated.
The Preparation of Masterbatch. A commercial PP HP550J with a melt flow rate of 3.11 g/10 min (2.16 kg at 230 ℃) was used as a polymer matrix supplied by Zhejiang Petrochemical Co., Limited. PP and CaCO3 particles with an average particle size of 1.5 μm were placed in a blast drying oven at 80 ℃ for 12 h. Then, a 30% mass fraction of PP resin was added to a 70% mass fraction of CaCO3, and the resulting mixture was blended in an extruder. Extrusion and feeding speeds were 150 rpm and 8 rpm, respectively. The five temperature ranges of the extruder were set at 170, 225, 235, 235, and 235 ℃. After extrusion, cutting, drying, and mixing the material evenly, we finally obtained the PP/CaCO3 matting masterbatch.
The Preparation of Cast Film. The matte masterbatch was cast using a five-layer co-extrusion casting machine (BP8178B-V). The surface layer of the film consisted of a blend of PP and CaCO3 particles, while the base layer was composed of PP. The ingredient ratio is shown in Table 1. During extrusion, the matting masterbatch was in contact with the surface air, and the PP was in contact with the cooling roller (Figure 1). The extrusion temperatures of all five screw extruders were 170/225/235/235/235 ℃, and the die head was 235 ℃. The speed of the twin-screw extruder A was 10 rpm. The speeds of the single-screw extruders B/C/D and E were 150 and 100 rpm, respectively. The matting layer accounts for 15%. After being cooled by the cooling roller, the sheet was rolled up by the traction roller to form a thick sheet. Finally, a PP/CaCO3 composite cast film was obtained.
The Preparation of BOPP/CaCO3 Films.The PP/CaCO3 composite cast film was made by casting and then cutting into a 9 cm × 9 cm sample. It was placed into a biaxial tensile testing machine (BSE770) for simultaneous stretching, and was stretched simultaneously both in the machine direction (MD) and transverse direction (TD) directions with a stretching ratio of 5×7 (MD×TD). The stretching preheating time was 180 s, the stretching temperature was 170 ℃, the stretching rate was 10 mm/s, and the heat setting time was 10 s. Finally, BOPP/CaCO3 films were obtained.
Differential Scanning Calorimetry (DSC). To analyze the crystallization and melting temperature (Tm) of polymer materials, the differential scanning calorimetry (DSC) measurements were carried out using a DSC1/500, Switzerland. The mass of the film sample was 5 mg. Under nitrogen atmosphere, it was heated from 20 to 200 ℃ at a heating rate of 20 ℃/min, and the DSC heating curve was recorded. The crystallinity (xc) of the film was calculated by Formula (1):

wf is the mass fraction of film PP, and ∆Hm is the melting enthalpy of PP in the sample. ∆Hm0is the melting enthalpy of 100% crystallized PP, and the value is 209 J/g.
Morphological Analysis. The surface morphology of the film sample was observed with a scanning electron microscope (SEM, ZEISS GeminiSEM 300). Before SEM observations, the samples were made conductive by gold sputtering.
Haze and Light Transmittance Analysis. The film was cut into 100 mm × 100 mm sized samples and tested using a TH-09 transmittance/haze tester.
Mechanical Property Analysis. The film was cut along the MD direction into a long strip with a 200 mm × 20 mm width, and the initial distance between the clamps was 100 mm ± 2 mm. An ETM-D universal tensile testing machine was employed to evaluate the mechanical properties of the film specimens at a test speed of 100 mm/min. Each film sample was tested 5 times, and the average value was taken.

|
Figure 1 The preparation process of BOPP/CaCO3 films |

Crystallization Properties of BOPP/CaCO3 Composite Film. The DSC heating curve of the BOPP/CaCO3 composite matting film, and the corresponding thermodynamic parameters are shown in Figure 2, and Table 2, respectively. The addition of CaCO3 particles gradually enhanced the crystallinity and melting temperature of polypropylene, and improved the thermal stability of the composite film within the range of 7 to 35 wt%. The maximum values of crystallinity and melting temperature of the BOPP/CaCO3 composite film at 35 wt% were 45.0% and 166.1 ℃, respectively. These values were 5.7% and 1.2 ℃ higher than those at 7 wt%. However, when the CaCO3 addition amount is 42 wt%, the crystallinity of the BOPP/CaCO3 composite film decreases to 39.1%. This is due to the fact that the agglomeration of CaCO3 leads to a decrease in nucleation, resulting in a specific reduction in crystallinity.
The addition of CaCO3 particles results in the melting temperatures of the BOPP/CaCO3 composite film ranging from 164.4 to 166.1 ℃, indicating the α crystal form of BOPP. This demonstrates that the addition of CaCO3 particles to BOPP does not alter the crystal structure of composite films. The melting temperature of the BOPP film without adding CaCO3 particles is 165.8 ℃. When the amount of CaCO3 particles added to the BOPP film is 7 wt%, the melting temperature is 164.9 ℃, which is 0.9 ℃ lower than that of the film without CaCO3 particles. Because the addition of low-content CaCO3 particles reduces the crystallization of BOPP molecules, thereby lowering the melting temperature of the film. Moreover, a small amount of CaCO3 particles can act as a nucleating agent, they provide fewer nucleation sites. The interface area between PP and CaCO3 particles is also smaller, resulting in a decrease in crystallinity (39.3%).34
Optical Properties of BOPP/CaCO3 Composite Film. Figure 3 is a line chart showing the haze and transmittance of CaCO3 particle content on the BOPP/CaCO3 composite film. The BOPP film without CaCO3 particles possesses higher light transmittance, weak matting performance, and low haze. As the amount of CaCO3 particles added to the surface film increases, the haze of the BOPP/CaCO3 composite film displays an upward trend, and the light transmittance begins to decrease. When the additional amount is 35%, the haze of the BOPP/CaCO3 composite film is 89.6%, indicating an exceptional matting effect. Although this value is lower than the 96.8% haze reported by Arkadiusz et al.11 for an unstretched 120 μm thick film, it still remains at a sufficiently high level for commercial applications. When the amount of CaCO3 added to the surface layer reaches 42%, the haze decreases to 88.5%. This phenomenon can be attributed to the agglomeration of CaCO3 resulting from excessive CaCO3 addition, resulting in an uneven haze on the film surface. It reveals that the addition of CaCO3 can markedly improve the matting performance of PP/CaCO3 composite film.
Micromorphology Analysis of BOPP/CaCO3 Composite Film. Figure 4 shows the SEM images of BOPP/CaCO3 composite films with different contents of BOPP/CaCO3 particles. The surface of BOPP film without CaCO3 is smooth. After the addition of CaCO3, the surface film’s smoothness gradually decreases, its roughness becomes evident, and the inhomogeneity and agglomeration of CaCO3 particles progressively increase. From the optical properties of the film, it is apparent that as the additional amount of CaCO3 particles increases, the haze also increases. Therefore, it is beneficial to enhance the extinction degree by improving the roughness of the film surface.
To further investigate the impact of surface roughness on haze, a roughness tester was used to measure the changing trend of surface roughness of BOPP/CaCO3 composite films (Figure 5). The roughness tends to increase with the addition of CaCO3 particles, which is consistent with the change in film haze in Figure 3(a). When the content of CaCO3 particles is 35 wt%, the film roughness reaches a maximum value of 0.53 μm. Similarly, when CaCO3 particles were added at 42 wt%, the film’s roughness and haze decreased due to the large amount of CaCO3 agglomeration. Therefore, an appropriate amount of CaCO3 particles uniformly distributed on the surface of the film can improve the film’s roughness and haze, as well as its matting properties. The hydroxyl groups on the CaCO3 surface can be reacted with coupling agents, unsaturated organic acids, and surfactants to enhance dispersibility and compatibility.35,36
Mechanical Properties of BOPP/CaCO3 Composite Film. It can be seen from Figure 6 that the addition of CaCO3 to the PP matrix leads to a decrease in the tensile strength of BOPP/CaCO3 composite films. The tensile strength of BOPP/CaCO3 films in the TD direction decreases from 51.4 to 42.3 MPa upon an increase in surface CaCO3 content from 0 to 42 wt%. Nevertheless, this value still surpasses the tensile strength of 15 MPa reported by Arkadiusz et al.11 for films with 30% CaCO3, and exceeds the maximum tensile strength of 28.38 MPa documented in Pradittham’s work.37 The superior mechanical performance observed in our study can be attributed to the ultra-thin film thickness (approximately 18 μm) achieved via biaxial stretching, which enhances the polypropylene film’s mechanical properties through molecular orientation. The diminution in tensile strength may be attributable to an inadequate interfacial adhesion between CaCO3 particles and the PP matrix, as well as insufficient stress transfer at the interface.38,39
Figure 7 illustrates that the elongation at the break of the BOPP/CaCO3 composite film decreases with the increase of CaCO3 particle content. At a CaCO3 particle addition of 35 wt%, the elongation at break was 69%, which is still within the acceptable range. This could be explained by a large number of CaCO3 particles forming phase separation from the PP matrix, causing holes in the surface film and reducing the elongation at break and toughness of the BOPP/CaCO3 composite film. As can be observed in the SEM images (Figure 4), higher CaCO3 content promotes particle agglomeration. These agglomerates act as stress concentration points within the matrix, facilitating crack initiation and propagation, as also reported in previous studies.40,41 During the biaxial stretching process, these CaCO3 agglomerates are prone to detach from the PP matrix, resulting in the formation of micro-voids. These defects ultimately reduce the elongation at break and overall toughness of the composite film.

|
Figure 2 DSC curve of BOPP/CaCO3 composite matting film. |

|
Figure 3 Effects of BOPP/CaCO3 composite films with different CaCO3 contents: (a) haze; (b) transmittance. |

|
Figure 4 SEM images of BOPP/CaCO3 composite films with different contents of CaCO3: (a) 0 wt%; (b) 7 wt%; (c) 14 wt%; (d) 21 wt%; (e) 28 wt%; (f) 35 wt%; (g) 42 wt%. |

|
Figure 5 Effect of CaCO3 content on the roughness of BOPP composite films. |

|
Figure 6 Effect of CaCO3 content on the tensile strength of BOPP composite films. |

|
Figure 7 Effect of CaCO3 content on elongation at break of BOPP composite films. |

This study employed a multi-layer cast extruder to fabricate thick multi-layer PP/CaCO3 composite sheets. Then, a biaxial tensile testing machine was used to simultaneously biaxially stretch the thick sheets to prepare a BOPP/CaCO3 composite film. The effects of different CaCO3 additions on optical, micromorphological, mechanical, and thermal properties of BOPP/CaCO3 composite films were investigated. Upon increasing the concentration of CaCO3 particles to 35 wt%, agglomeration phenomena occured on the surface of the film, leading to an augmentation in surface roughness and a subsequent decrease in light transmittance. The film exhibits enhanced diffuse reflection, achieving a high haze value of 89.6%, indicative of a superior matting effect. In this research, we have extended the application of inexpensive and readily available CaCO3 in BOPP matting film, lending concrete support for the advancement of the plastic film industry and meeting the market demand for superior packaging materials. Finally, long-term stability, such as moisture resistance, weather resistance, and durability, is crucial for packaging applications. The findings of this study suggest that films with a lower and uniformly dispersed CaCO3 content hold promising potential for enhanced thermal stability and durability. A systematic evaluation of these long-term properties through comprehensive aging studies will be a valuable direction for our future research.
- 1. Masuda, J.; Ohkura, M. Preparation and Characterization of Biaxially Oriented Polypropylene Film with High Molecular Orientation in the Machine Direction by Sequential Biaxial Stretching. J. Appl. Polym. Sci. 2007, 106, 4031-4037.
-

- 2. Siracusa, V.; Ingrao, C. Correlation Amongst Gas Barrier Behaviour, Temperature and Thickness in BOPP Films for Food Packaging Usage: A Lab-scale Testing Experience. Polym. Test. 2017, 59, 277-289.
-
- 3. Nie, H. Y.; Walzak, M. J.; McIntyre, N. S. Scratch Resistance Anisotropy in Biaxially Oriented Polypropylene and Poly(ethylene terephthalate) Films. Appl. Surf. Sci. 2006, 253, 2320-2326.
-
- 4. Song, Y. X.; Tzeng, P.; Grunlan, J. C. Super Oxygen and Improved Water Vapor Barrier of Polypropylene Film With Polyelectrolyte Multilayer Nanocoatings. Macromol. Rapid Comm. 2016, 37, 963-968.
-
- 5. Zhang, H. Q.; Feng, X. H.; Wu, Y.; Wu, Z. H. Factors Influencing the Properties of UV-cured Self-matting Film. Prog. Org. Coat. 2024, 189, 108241.
-
- 6. Nuntapichedkul, B.; Tantayanon, S.; Laohhasurayotin, K. Practical Approach in Surface Modification of Biaxially Oriented Polypropylene Films for Gravure Printability. Appl. Surf. Sci. 2014, 314, 331-340.
-
- 7. Huang, M. M.; Dong, X.; Fu, D. S.; Huang, W. H.; Wu, L. M.; Huang, Q.; Wang, D. J. Effects of Ethylene Segments on the Crystallization and Tensile Properties of Biaxially Oriented Polypropylene. Acta Polym. Sin. 2014, 455-465.
- 8. Vessot, K.; Messier, P.; Hyde, J. M.; Brown, C. A. Correlation Between Gloss Reflectance and Surface Texture in Photographic Paper. Scanning 2015, 37, 204-217.
-
- 9. Lin, Y. J.; Dias, P.; Chum, S.; Hiltner, A.; Baer, E. Surface Roughness and Light Transmission of Biaxially Oriented Polypropylene Films. Polym. Eng. Sci. 2007, 47, 1658-1665.
-
- 10. Yong, Q. W.; Xu, D.; Liu, Q.; Xiao, Y.; Wei, D. D. Advances in Polymer-based Matte Coatings: A Review. Polym. Adv. Technol. 2022, 33, 5-19.
-
- 11. Klozinski, A.; Szczepanska, M.; Jakubowska, P.; Samujlo, B.; Barczewski, M.; Lota, G. The Influence of Calcium Carbonate and Its Modifications on the Extrusion Process and Selected Properties of Polypropylene Cast Films. Polimery 2022, 67, 509-521.
-
- 12. Butt, M. A. Thin-film Coating Methods: A Successful Marriage of High-quality and Cost-effectiveness-a Brief Exploration. Coatings 2022, 12, 1115.
-
- 13. Yong, Q. W.; Nian, F. W.; Liao, B.; Guo, Y.; Huang, L. P.; Wang, L.; Pang, H. Synthesis and Surface Analysis of Self-matt Coating Based on Waterborne Polyurethane Resin and Study on the Matt Mechanism. Polym. Bull. 2017, 74, 1061-1076.
-
- 14. Yong, Q. W.; Nian, F. W.; Liao, B.; Huang, L. P.; Wang, L.; Pang, H. Synthesis and Characterization of Solvent-free Waterborne Polyurethane Dispersion with Both Sulfonic and Carboxylic Hydrophilic Chain-extending Agents for Matt Coating Applications. RSC Adv. 2015, 5, 107413-107420.
-
- 15. Wang, X. T.; Song, K. Y. Improvement of Surface Coating and Interfacial Properties of Hot-waxed Wood Using Maleic Anhydride Grafted Polypropylene Wax. Forests 2022, 13, 1205.
-
- 16. Ou, J. H.; Zhang, M.; Liu, H. L.; Zhang, L.; Pang, H. Matting Films Prepared from Waterborne Acrylic/micro-SiO2 Blends. J. Appl. Polym. Sci. 2015, 132, 41704.
-
- 17. Yu, F. C.; Wang, B. L.; Cui, J. P.; Nan, D. M.; Li, Y. M.; Liu, Z. Y.; Tang, X. X.; He, L.; Zhang, J. B.; Liu, Y. S. Structure and Photocatalytic Properties of the Composite of Al-doped Porous ZnO Hollow Micro-spheres and Ag Nanoparticles. J. Nanophotonics 2021, 15, 046002.
-
- 18. Yong, Q. W.; Liang, C. Z. Synthesis of An Aqueous Self-matting Acrylic Resin with Low Gloss and High Transparency via Controlling Surface Morphology. Polymers 2019, 11, 322.
-
- 19. Yang, Z. Y.; Wu, J. B.; Ma, G. Z.; Hou, C. Y.; Niu, Y. X.; Duan, H. F.; Hao, X. G. Effect of the Particle Sizes of Silica on the Properties of UV-curing Matting Coatings. J. Coat. Technol. Res. 2021, 18, 183-192.
-
- 20. Xu, Q. N.; Ji, T. C.; Tian, Q. F.; Su, Y. H.; Niu, L. Y.; Li, X. H.; Zhang, Z. J. Structural Adjustment of In Situ Surface-modified Silica Matting Agent and Its Effect on Coating Performance. Nano 2018, 13, 1850137.
-
- 21. Çamurlu, H. E.; Kesmez, Ö.; Burunkaya, E.; Kiraz, N.; Yesil, Z.; Asiltürk, M.; Arpaç, E. Sol-gel Thin Films with Anti-reflective and Self-cleaning Properties. Chem. Pap. 2012, 66, 461-471.
-
- 22. Järnström, J.; Sinervo, L.; Toivakka, M.; Peltonen, J. Topography and Gloss of Precipitated Calcium Carbonate Coating Layers on a Model Substrate. Tappi J. 2007, 6, 23-31.
- 23. Shen, J.; Song, Z. Q.; Qian, X. R.; Liu, W. X. A Preliminary Investigation Into the Use of Acid-tolerant Precipitated Calcium Carbonate Fillers in Papermaking of Deinked Pulp Derived From Recycled Newspaper. Bioresources 2009, 4, 1178-1189.
-
- 24. Gumfekar, S. P.; Kunte, K. J.; Ramjee, L.; Kate, K. H.; Sonawane, S. H. Synthesis of CaCO3-P(MMA-BA) Nanocomposite and Its Application in Water Based Alkyd Emulsion Coating. Prog. Org. Coat. 2011, 72, 632-637.
-
- 25. Li, C. Q.; Liang, C.; Chen, Z. M.; Di, Y. H.; Zheng, S. L.; Wei, S.; Sun, Z. M. Surface Modification of Calcium Carbonate: A Review of Theories, Methods and Applications. J. Cent. South Univ. 2021, 28, 2589-2611.
-
- 26. Thenepalli, T.; Jun, A. Y.; Han, C.; Ramakrishna, C.; Ahn, J. W. A Strategy of Precipitated Calcium Carbonate (CaCO3) Fillers for Enhancing the Mechanical Properties of Polypropylene Polymers. Korean J. Chem. Eng. 2015, 32, 1009-1022.
-
- 27. Al-Samhan, M.; Al-Attar, F. Comparative Analysis of the Mechanical, Thermal and Barrier Properties of Polypropylene Incorporated with CaCO3 and Nano CaCO3. Surf. Interfaces 2022, 31, 102055.
-
- 28. Oladele, I. O.; Akinwekomi, A. D.; Ibrahim, I. O.; Adegun, M. H.; Talabi, S. I. Assessment of Impact Energy, Wear Behavior, Thermal Resistance and Water Absorption Properties of Hybrid Bagasse Fiber/CaCO3 Reinforced Polypropylene Composites. Int. Polym. Process. 2021, 36, 205-212.
-
- 29. Rahman, G. M. S.; Aftab, H.; Islam, M. S.; Bin Mukhlish, M. Z.; Ali, F. Enhanced Physico-mechanical Properties of Polyester Resin Film Using CaCO3 Filler. Fibers Polym. 2016, 17, 59-65.
-
- 30. Hasan, M.; Chong, E. W. N.; Jafarzadeh, S.; Paridah, M. T.; Gopakumar, D. A.; Tajarudin, H. A.; Thomas, S.; Khalil, H. Enhancement in the Physico-mechanical Functions of Seaweed Biopolymer Film via Embedding Fillers for Plasticulture Application-a Comparison with Conventional Biodegradable Mulch Film. Polymers 2019, 11, 210.
-
- 31. Chen, P. C.; Wan, L. S.; Xu, Z. K. Bio-inspired CaCO3 Coating for Superhydrophilic Hybrid Membranes With High Water Permeability. J. Mater. Chem. 2012, 22, 22727-22733.
-
- 32. Pechyen, C.; Ummartyotin, S. Development of Isotactic Polypropylene and Stearic Acid-modified Calcium Carbonate Composite: A Promising Material for Microwavable Packaging. Polym. Bull. 2017, 74, 431-444.
-
- 33. Liu, B. Y.; Zeng, J. S.; Li, P. F.; Kui, M. H.; Li, J. P.; Chen, K. F. Development of Flexible Nanocellulose-based Composites with Enhanced Hydrophobicity and Improved Haze for Efficient Light Management in Solar Cells. Chem. Eng. J. 2024, 498, 155273.
-
- 34. Avella, M.; Cosco, S.; Di Lorenzo, M. L.; Di Pace, E.; Errico, M. E.; Gentile, G. Nucleation Activity of Nanosized CaCO3 on Crystallization of Isotactic Polypropylene, in Dependence on Crystal Modification, Particle Shape, and Coating. Eur. Polym. J. 2006, 42, 1548-1557.
-
- 35. Qiu, J.; Lyu, J. W.; Yang, J. L.; Cui, K. B.; Liu, H. Z.; Wang, G. F.; Liu, X. Review on Preparation, Modification and Application of Nano-Calcium Carbonate. Part. Part. Syst. Char. 2024, 41, 2400097.
-
- 36. Kamal, M.; Sharma, C. S.; Upadhyaya, P.; Verma, V.; Pandey, K. N.; Kumar, V.; Agrawal, D. D. Calcium Carbonate (CaCO3) Nanoparticle Filled Polypropylene: Effect of Particle Surface Treatment on Mechanical, Thermal, and Morphological Performance of Composites. Appl.Polym.Sci. 2012, 124, 2649-2656.
-
- 37. Praditthama, A.; Charitngama, N.; Puttajana, S.; Atongb, D.; Pechyen, C. Surface Modified CaCO3 by Palmitic Acid as Nucleating Agents for Polypropylene Film: Mechanical, Thermal and Physical Properties. Energy Procedia 2014, 56, 264-273.
-
- 38. Li, X. F.; Lu, X. L. Morphology of Polyvinylidene Fluoride and Its Blend in Thermally Induced Phase Separation Process. J. Appl. Polym. Sci. 2006, 101, 2944-2952.
-
- 39. Shelesh-Nezhad, K.; Orang, H.; Motallebi, M. Crystallization, Shrinkage and Mechanical Characteristics of Polypropylene/CaCO3 Nanocomposites. J. Thermoplast. Compos. Mater. 2013, 26, 544-554.
-
- 40. Zhu, Y. D.; Allen, G. C.; Jones, P. G.; Adams, J. M.; Gittins, D. I.; Heard, P. G.; Skuse, D. R. Dispersion Characterisation of CaCO3 Particles in PP/CaCO3 Composites. Compos Part A-Appl S. 2014, 60, 38-43.
-
- 41. Castejón, P.; Antunes, M.; Arencón, D. Development of Inorganic Particle-Filled Polypropylene/High Density Polyethylene Membranes via Multilayer Co-Extrusion and Stretching. Polymers 2021,13, 306.
-

- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2025 Impact Factor : 1.0
- Indexed in SCIE
 This Article
This Article
-
2026; 50(3): 402-409
Published online May 25, 2026
- 10.7317/pk..2026.50.3.402
- Received on Mar 13, 2025
- Revised on Nov 27, 2025
- Accepted on Jan 15, 2026
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- Tianjiao Hou* , Xuan Shen*, **
-
*State Key Laboratory of Materials-oriented Chemical Engineering, College of Chemical Engineering, Nanjing Tech University, Nanjing 211816, P.R. China
**Zhangjiagang Institute of Nanjing Tech University, Suzhou 215600, P.R. China - E-mail: hou_tianjiao@njtech.edu.cn, shenxuan@njtech.edu.cn
- ORCID:
0000-0002-3896-9541, 0000-0002-4329-6732
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr